製品カテゴリー
特注品見積依頼フォーム
設計補助
その他
運営サイト
認証取得
86件中41〜60件
3
面取り機は、ポスター/フォトフレームの製作に大活躍の機械です
みなさま、こんにちは。 アクリ屋探検隊 です。 今回は、面取り機の紹介を致します。 さくら樹脂(アクリ屋ドットコム)で使用している面取り機は、永和工業…
高速小型面取り盤でR/C加工
みなさま、こんにちは。 アクリ屋探検隊です。 今回は、高速小型面取り盤の紹介を致します。 さくら樹脂(アクリ屋ドットコム)で使用している高速小型面取り…
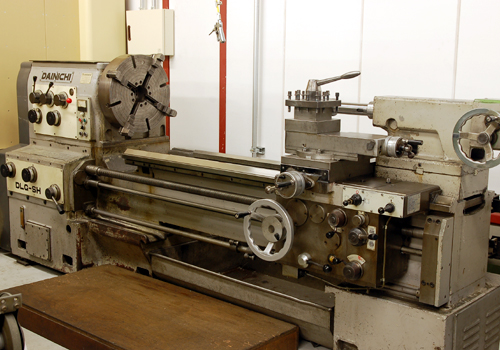
大物加工に役立つ汎用旋盤(9尺)
みなさま、こんにちは。 アクリ屋探検隊です。 今回は汎用旋盤(9尺)の紹介を致します。 加工範囲は、最大加工径φ900 送り台上φ400となります。 …
細かい仕上に活躍するラム型汎用フライス盤
みなさま、こんにちは。 アクリ屋探検隊 です。 今回は、ラム型汎用フライス盤の紹介を致します。 さくら樹脂(アクリ屋ドットコム)で使用しているラム型汎…
NCフライス盤はツール1本で働く機械です ~アクリ屋探検隊~
みなさま、こんにちは。 アクリ屋探検隊です。 皆様楽しい夏季休暇をお過ごしのことと思います。 昨日(8/17)からアクリ屋ドットコムスタッフは、お休み…
暑さでアクリルが溶けました
皆様、こんにちは。 アクリ屋ブログDIY実験室担当です。 毎日30度を超える暑い日が続きますが、いかがお過ごしでしょうか。 今回のDIY実験室は、そん…
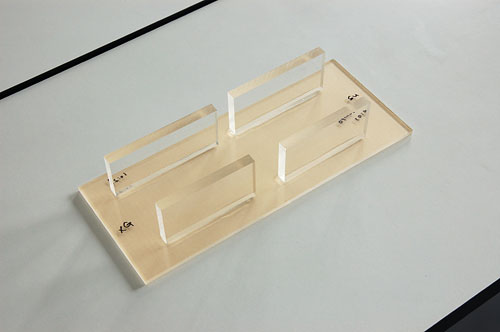
テーパー加工部分の見え方の違い
皆様、こんにちは。 アクリ屋DIY実験室担当です。 毎日いかがお過ごしでしょうか? 気が付けば、前回のDIY実験室は約3ヶ月前・・・かなりご無沙汰にな…
パイプ側面への加工も可能なマシニングセンター
みな様こんにちは。 アクリ屋探検隊です。 ゴールデンウィーク以降、一気に暑くなりましたね。 これから梅雨に入り、天候が不安定になりますので、体調管理に…
多用途SUとスーパーXゴールドを試してみました
皆様、こんにちは。 アクリ屋ブログDIY実験室担当です。 毎日いかがお過ごしでしょうか? 今回のDIY実験室は、お客様より「アクリ屋の取り扱い接着剤は…
ツインカーボを切ってみました
皆様こんにちは。 DIY実験室担当です。 毎日いかがお過ごしでしょうか? 今回のDIY実験室は、ツインカーボのカットです。 ツインカーボのカットに関す…
NCルーターは、大きな加工も可能です
みな様こんにちは。 アクリ屋探検隊です。 今回は工場の中央に設置されている、NCルーターについてご紹介します。 NCルーターとは、 ”プログラミングに…
ポリカーボネート板を接着してみました
皆様こんにちは。 アクリ屋ブログDIY実験室担当です。 10月も最終週になりましたが、毎日いかがお過ごしでしょうか。 今回の実験室はポリカーボネート板…
ポリカーボネートを切ってみました
皆様こんにちは。 アクリ屋ブログDIY実験室担当です。 毎日いかがお過ごしでしょうか。 今回の実験室は、一般的なカッター、アクリルカッター、現場屋アク…
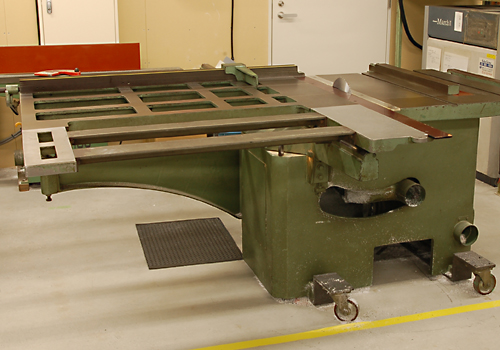
丸鋸(横切盤)は直線カットだけの機械ではありません
皆様、こんにちは。 アクリ屋探検隊です。 今回は、丸鋸(横切盤)についてご紹介します。 丸鋸(横切盤)は他の機械よりベッド(加工品を置く台)が広く、ド…
優しいカーブ加工の赤外線R曲線機
皆様、こんにちは。 アクリ屋探検隊です。 今日は、熱でアクリル板を温めて曲げ加工を行う「赤外線R曲線機」についてご紹介します。 「赤外線R曲線機」の加…
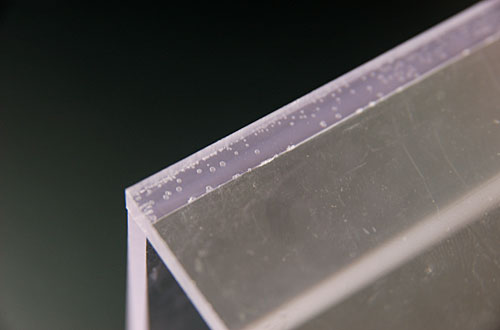
アクリル帯電防止板と通常板を比べてみました
皆様、こんにちは。 アクリ屋ブログDIY実験室担当です。 すっきりしない天気が続いていますが、毎日いかがお過ごしでしょうか。 今回の実験室は、4月にア…
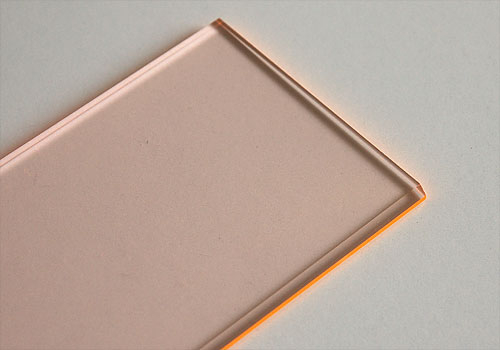
アクリル耐擦傷板と通常板を比べてみました
皆様、こんにちは。いかがお過ごしでしょうか? 約半年ぶりのDIY実験室です。 早速ですが、今回の実験室は4月に追加致しました「アクリルクリアー耐擦傷(…
ドリルセッターは正確な穴開けマシン
みな様こんにちは。 アクリ屋探検隊です。 本日はドリルセッターについてご紹介します。 ドリルセッターは、穴加工を専門に行う機械です。 ボール盤に比べて…
アニーリング=焼きなまし
こんにちは、アクリ屋探検隊です。 今回は乾燥炉についてご紹介します。 乾燥炉とは、材料のアニーリング(熱処理)、除湿等を行う装置です。 アクリ屋ドット…
新入りの大型鏡面機です
こんにちは、アクリ屋探検隊です。 以前ご紹介した鏡面機(2008.06.10)より更に大型のものが加わりましたので、ご紹介します。 機能は以前にご紹介…